


| 表面处理 | 抛光 |
|---|---|
| 材质 | 铸钢 |
| 产地 | 山东 |
| 公差 | 0.001 |
| 规格 | 定制 |
| 类型 | 压铸 |
| 牌号 | 电询 |
| 执行质量标准 | 国标 |
| 加工设备数量 | 5 |
| 品牌 | 兴全 |
| 加工定制 | 是 |
| 打样周期 | 4-7天 |
| 加工周期 | 10天 |
| 年剩余加工能力 | 1000(件) |
| 砂型铸造种类 | 电询 |
| 特种铸造种类 | 电询 |
| 成型工艺 | 压射头 |
| 准入认证 | 国际CB认证 |
| 年加工能力 | 10000(件) |
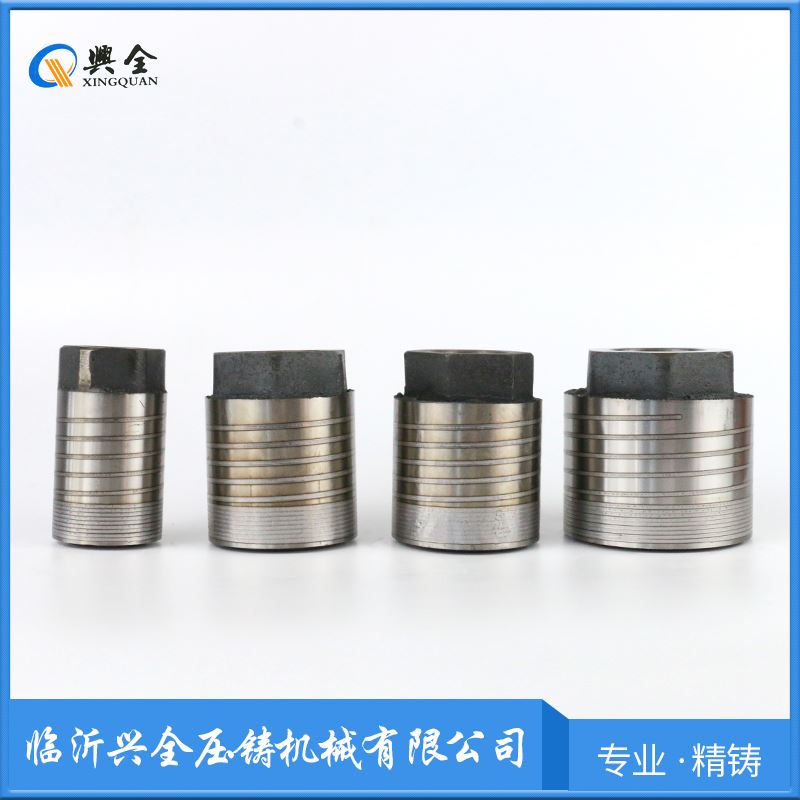
名称:激光陶瓷耐磨压射头
规格型号:φ50*90 M30*2 φ50*90 M35*2 Φ50*90 M33*2
φ70*90 M30*2 Φ70*90 M42*2 φ70*90 M33*2 φ70*90 M35*2
φ80*90 M42*2 Φ90*90 M42*2 φ40*80 M27*1.5
φ60*90 M30*2 φ60*90 M33*2 φ 60*90 M35*2
名称:镍基压射头
特点:镍基双金属压射 头是以45#(或40CR)钢为基材,表面焊接一层镍铬硼耐磨材料而成;镍铬硼硅合金不但耐高温、耐磨、因含镍70%,自身减磨性能 也好。表面强化硬度HRC45左右(可调整),使用寿命一万模次左右。
压射头使用方法及注意事项
1. 浇口套与熔杯配合不得错位,否则压射头会因单边受剪切力,而拉伤、磨损;
2. 压射头使用之前,一定预热到200℃左右;或者冲头安装好后采用铝液压铸几块铝条,让容杯、浇口套、冲头同时预热,确保容杯、浇口套、冲头三者配合间隙理想化;